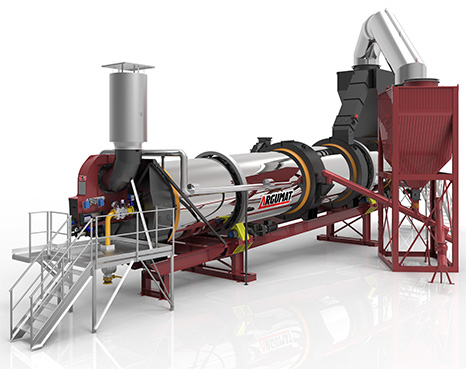
- Capacities from 160 to 300 t/h
- Removable flights
- Aggregate introduction through inlet chute or slinger belt
- Reclaimed asphalt pavement (RAP) introduction through the latest generation recycling ring significantly reducing fouling. Recycling up to 50%
- Heat recovery system (patented) to maintain gas temperature of between 80 and 130°C regardless of the recycling rate and formula type
- Very high drying performance limiting fuel consumption by controlling the temperature of the fumes
- The drum consists of a traditional drying area, followed by an aggregate / RAP mixing zone (long enough to homogenise the mixture but also the temperature thus avoiding overheating and ageing of the bitumen added) and then a mixing zone with a long residence time
 English
English Français
Français  Español
Español